Technology Dashboards | Iron & Steel Decarbonization Technologies
Assessments of individual technologies & processes
The technology assessment evaluates 33 different decarbonization approaches for steel production including technology replacement, fuel switching, and carbon capture, and considers the impact on energy use and emission.
Quick Takeaways
- For the BF-BOF group, cleaner operations may demand more energy, however, cleaner strategies for the DRI-EAF groups not only reduce emissions but enhance energy efficiency.
- Carbon capture presents an energy-intensive but potent strategy capable of substantial emission reductions: deep decarbonization of over 95% is achievable, given the right technological synergy.
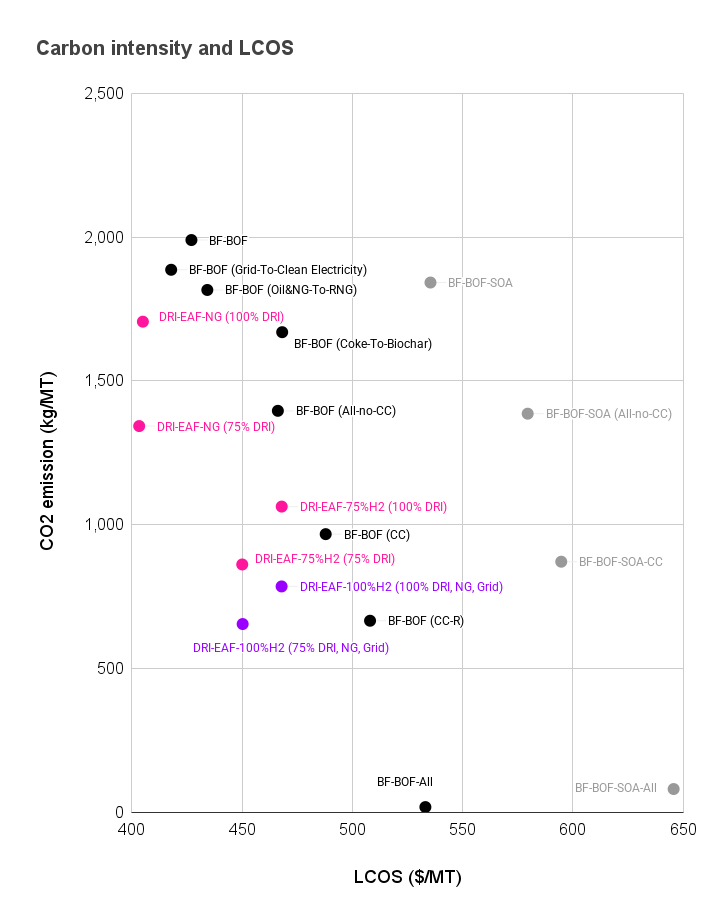
- At low electricity cost, BF-BOF offers a cost-effective transition with its negative carbon avoidance cost (CAC), but the total carbon reduction potential is limited. For maximum decarbonization potential, BF-BOF utilizing all decarbonization solutions, and hydrogen-centric DRI-EAF variants emerge as the most promising approaches.
Current Global Energy Utilization in Iron and Steel Industry by Resources (GJ)
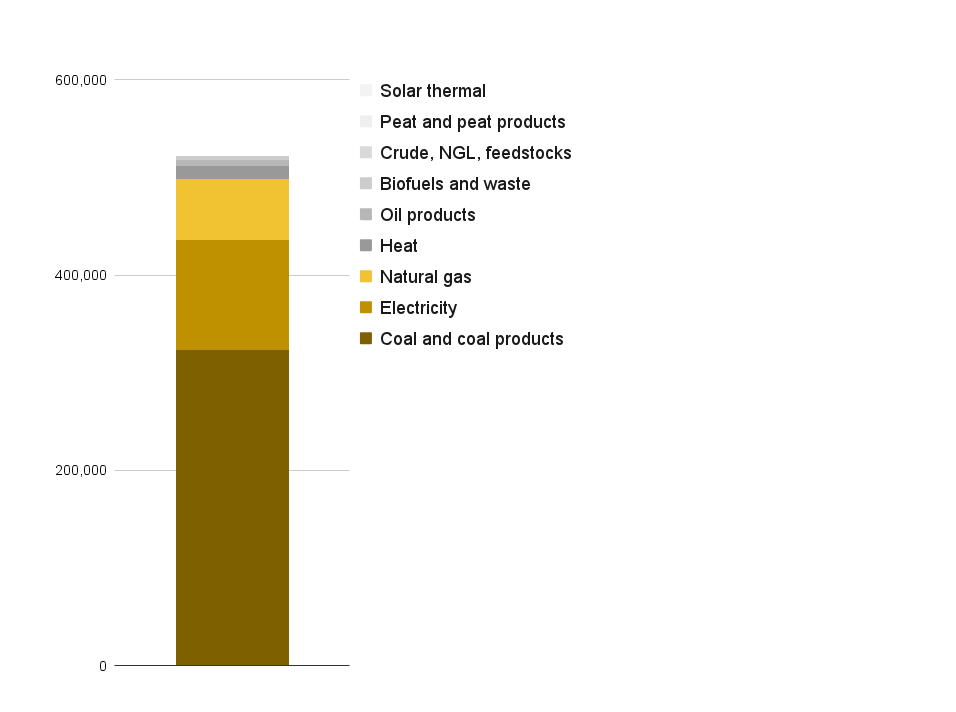
Current Global Energy Utilization in Iron and Steel Industry by Resources (GJ)
BF-BOF steel production
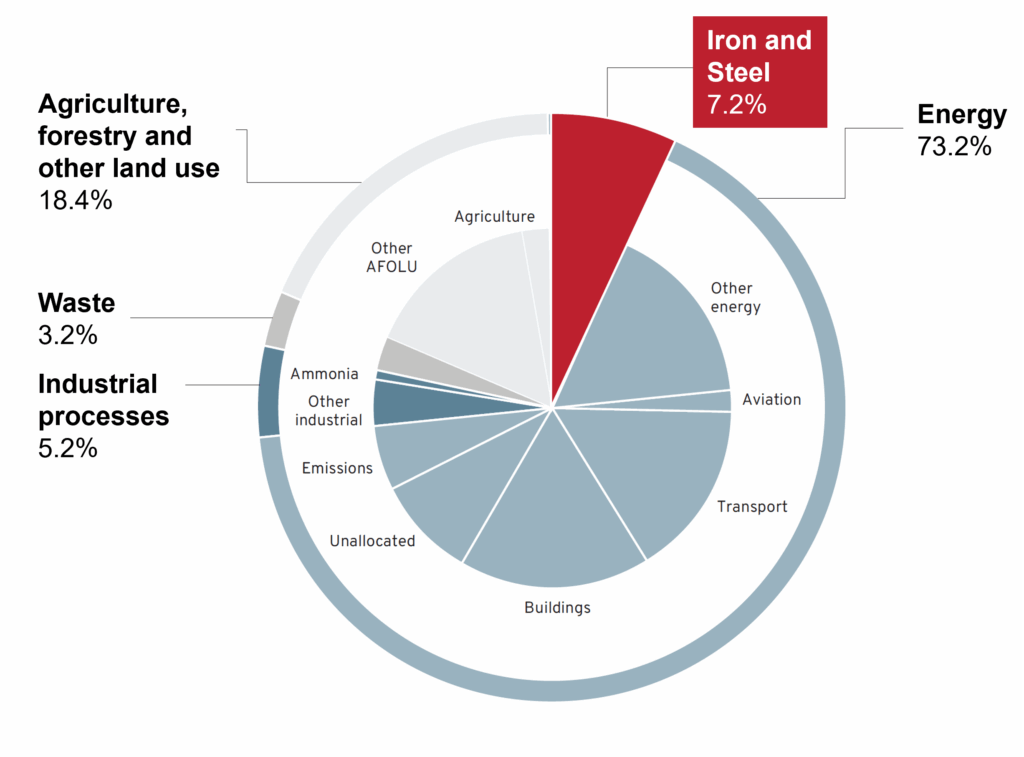
Blast Furnace-Basic Oxygen Furnace (BF-BOF) is the current baseline technology for producing crude steel from iron ore. Around 70% of the world’s steel is made using this process, which also requires the most urgent efforts to reduce emissions.
The concept
To process iron ore (mainly iron oxide), coal traditionally has been essential because its carbon content acts as a reducing agent, converting iron oxide into pure iron. However, this same carbon use is also the primary source of CO₂ emissions in the production process.
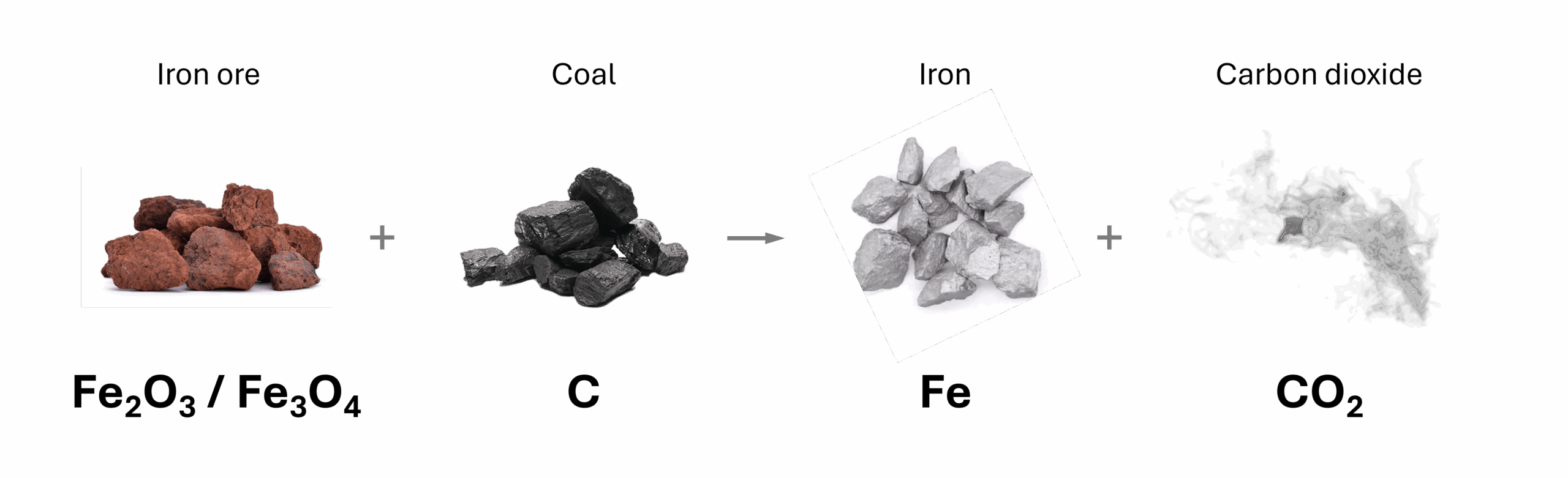
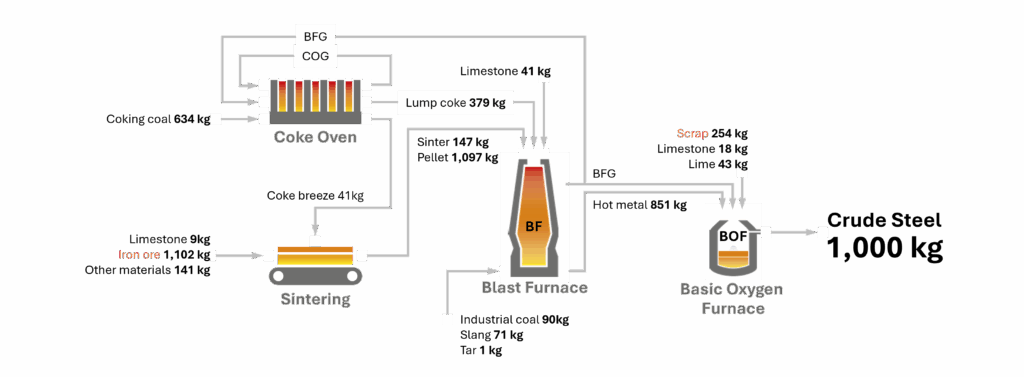
The process
Iron ore and coke are prepared through pelletizing, sintering, and coke ovens, then fed into a blast furnace to produce molten iron (hot metal). This hot metal, mixed with scrap, is refined in a basic oxygen furnace, where oxygen removes carbon and other impurities to form liquid crude steel.
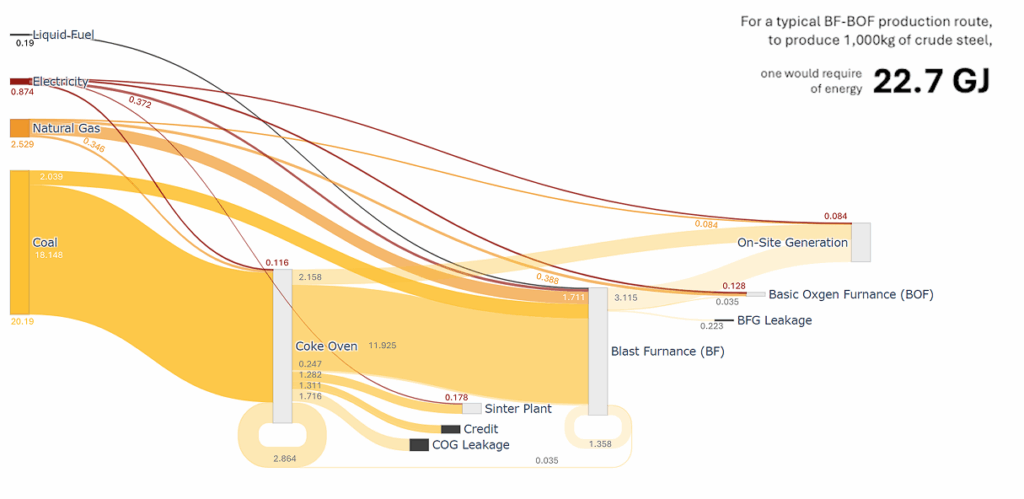
Energy assessment
Coal is the major fuel used in the BF-BOF processes participating in major reactions, while natural gas (NG), residual oil, and electricity can also supply energy without participating in the major reactions.
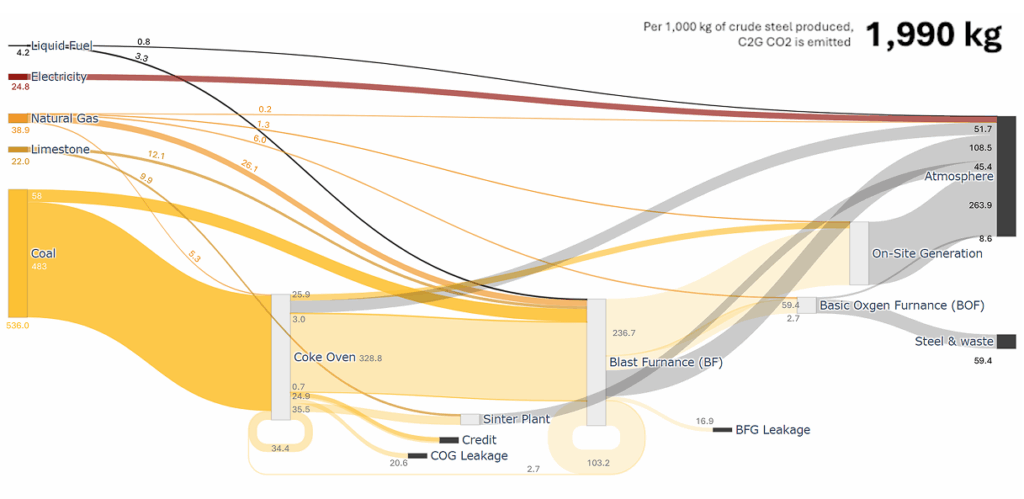
Carbon balance
Carbon sources for the BF-BOF process include coal, natural gas, liquid fuel, electricity, and limestone. The blast-furnace gas (BFG) is the primary form of carbon output, while the on-site power generation is the largest carbon emitter.
Key decarbonization strategies
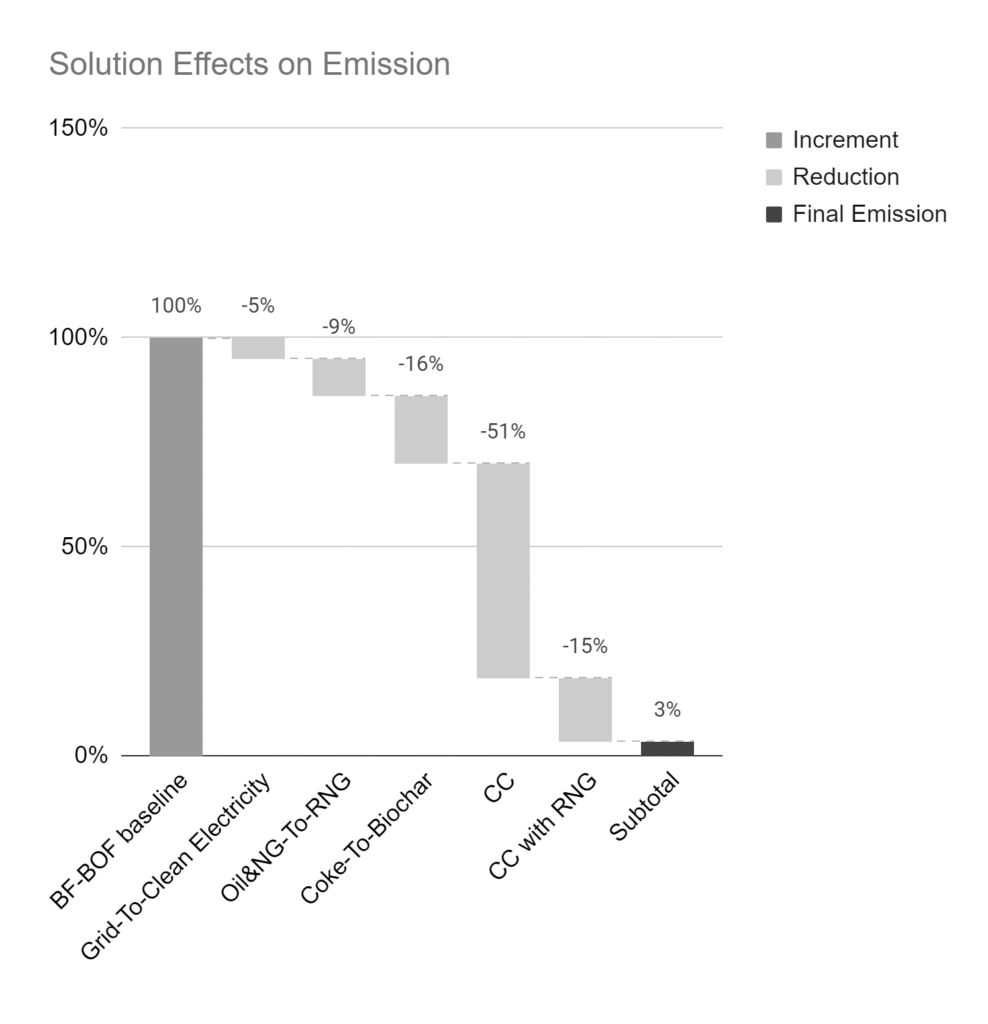
By replacing fossil-based electricity with clean power, substituting oil and natural gas (NG) with renewable natural gas (RNG), and using biochar instead of coke and industrial coal—combined with CCS (All) or without CCS (All-no-CC) and more efficient state-of-the-art (SOA) systems—different levels of decarbonization can be achieved.
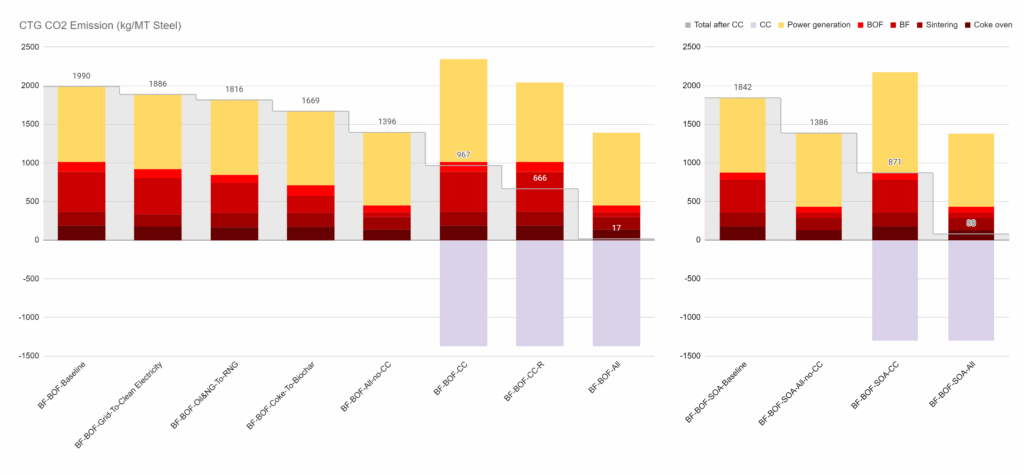
- 7% of total CO2 emission reduction can be achieved immediately by efficiency (BF-BOF → BF-BOF-SOA)
- 30% emission reduction by energy switching
- 50% emission reduction by CCS (BF-BOF → BF-BOF-CC)
- 7% of total CO2 emission can be achieved immediately by efficiency (BF-BOF → BF-BOF-SOA)
- 30% emission reduction by energy switching
- 50% emission reduction by CCS (BF-BOF → BF-BOF-CC)
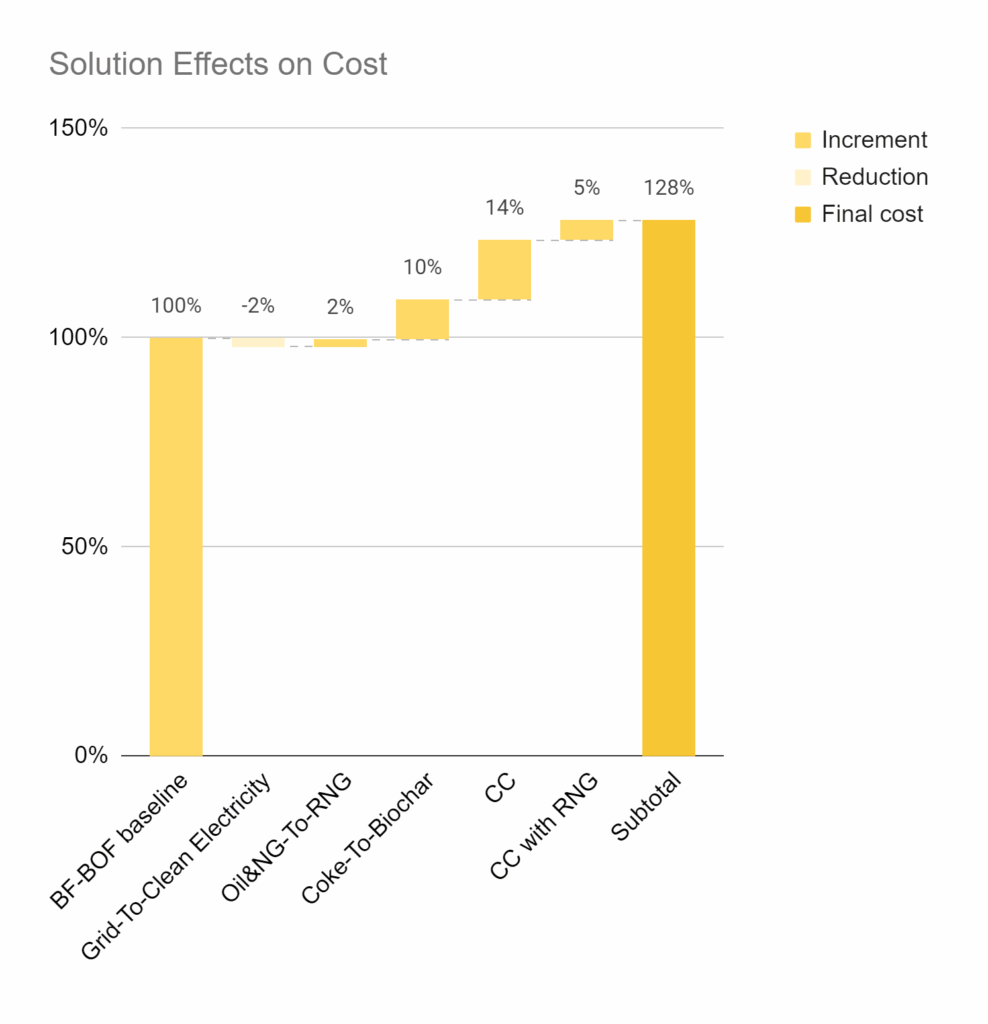
- 23% of cost increase as a result of equipment performance upgrade (BF-BOF → BF-BOF-SOA)
- 10% cost increase by energy switching
- 15% cost increase by CCS (BF-BOF → BF-BOF-CC)
DRI-EAF Steel Production
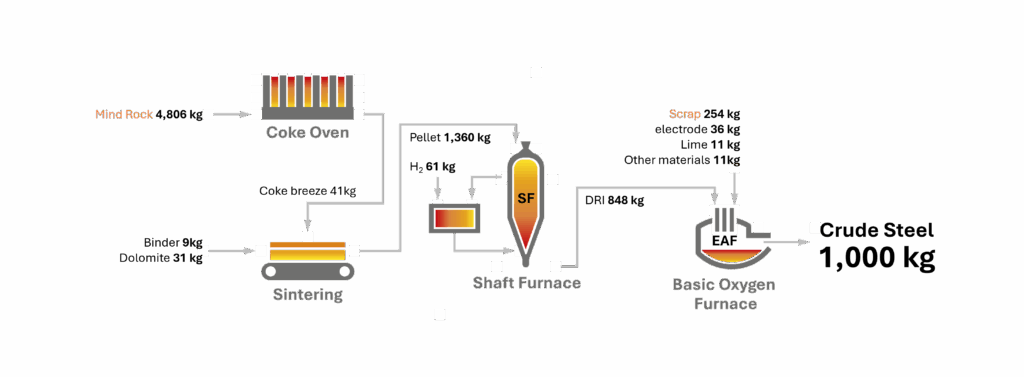
Direct Reduced Iron – Electric Arc Furnace (DRI–EAF) produces crude steel by chemically reducing iron ore to DRI using a hydrogen- or natural-gas-rich stream, then melting it in an electric arc furnace. Compared with BF–BOF, it avoids coke ovens and blast furnaces, enabling substantially lower CO₂ and can blend DRI with scrap. However, its competitiveness hinges on pellet quality, carbon intensity, and the cost of low-carbon hydrogen
The concept
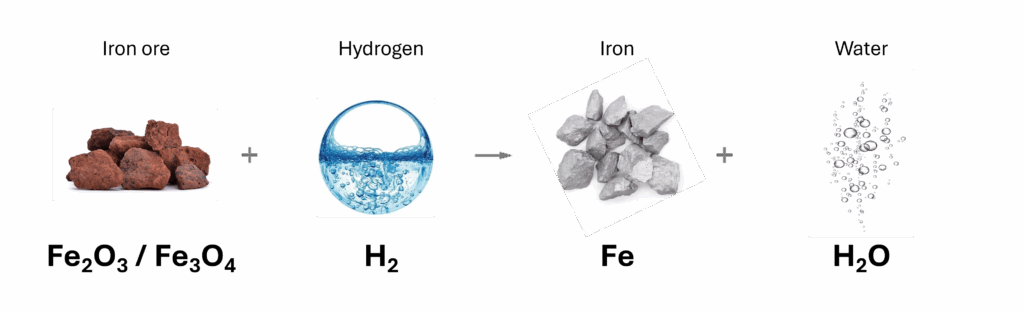
Replacing coal with hydrogen as a reducing agent has proven to be a viable pathway to reduce or eliminate CO2 emissions. Since no carbon is involved in the reaction, CO₂ emissions are avoided entirely, with water produced as the only byproduct.
The process
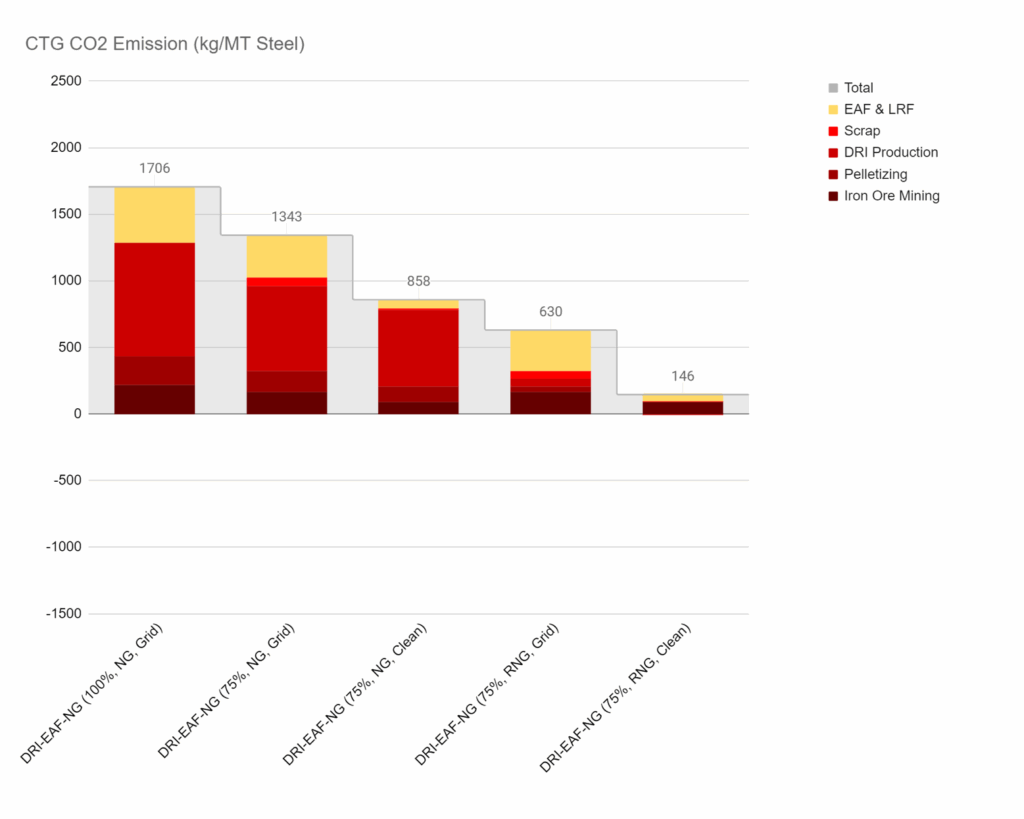
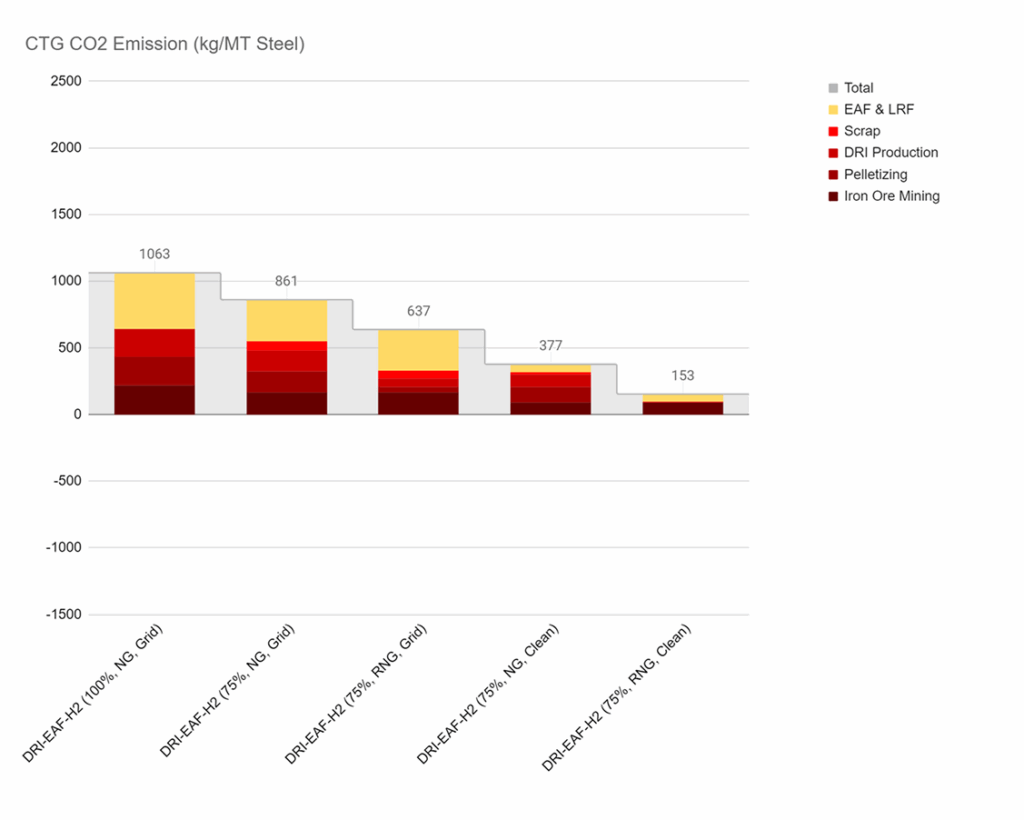
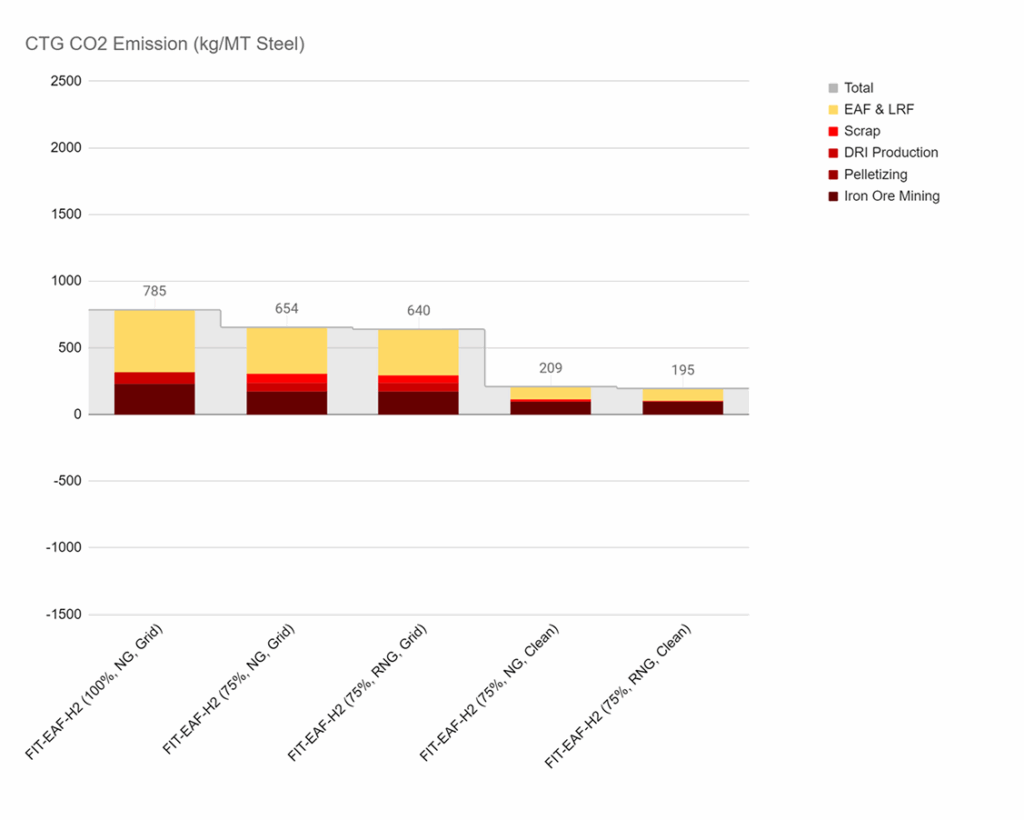
DRI shaft furnace technology removes oxygen from iron ore without melting it, using reductant gas instead of coal. It can replace the material preparation step in the BF–BOF route and produce iron for the EAF (DRI–EAF). Current systems use natural gas (DRI–EAF–NG), with potential CO₂ reductions by switching to renewable natural gas (DRI–EAF–RNG) or renewable hydrogen as the reductant and fuel (DRI–EAF–H₂).
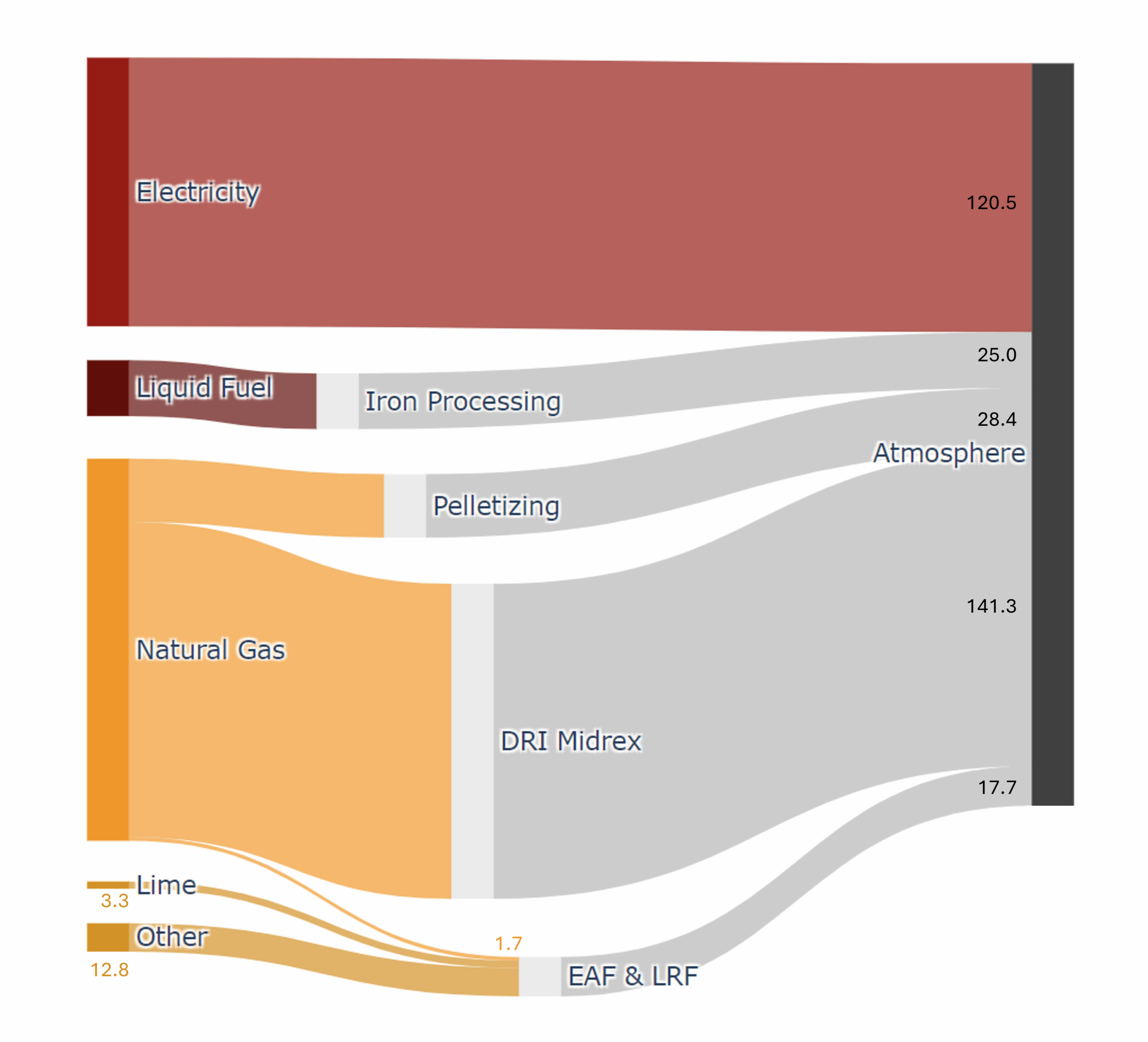
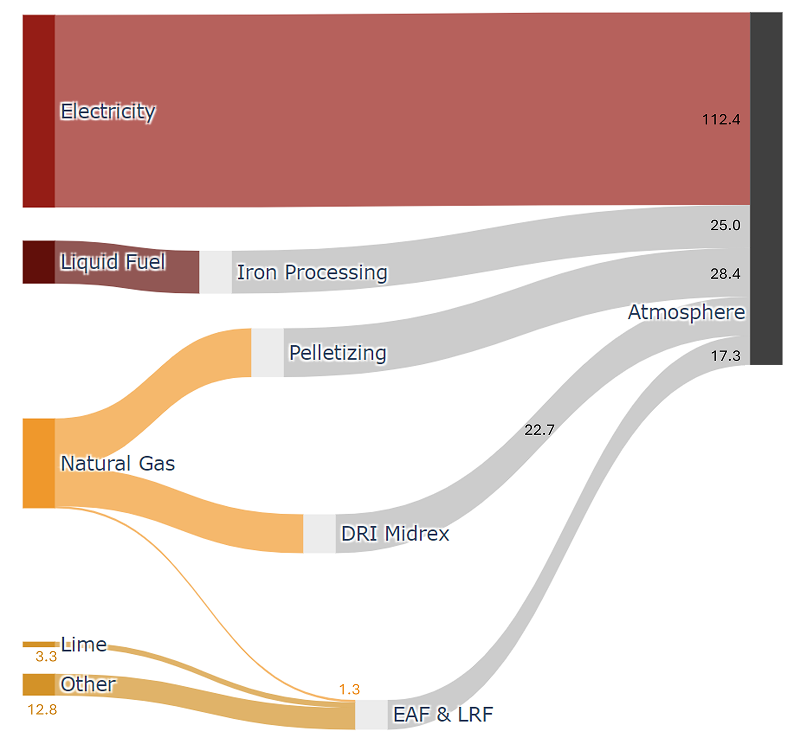
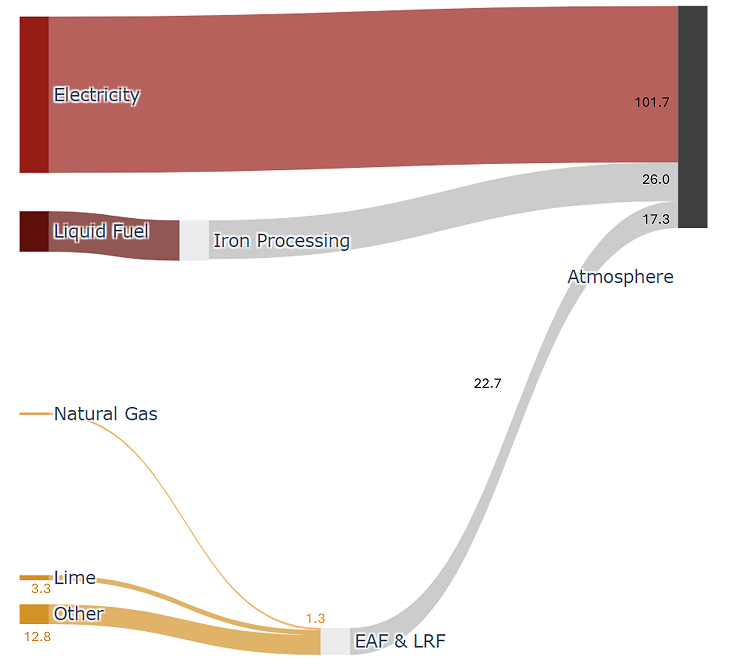
Carbon balance
In the DRI-EAF-NG case, total carbon output is 332 kg per ton of steel, with 75% from the DRI process. The DRI-EAF-75%H2 case lowers total input to 206 kg, a 38% reduction, mainly by replacing NG with H₂ in iron production. The DRI-EAF-100%H2 scenario further reduces carbon input to 145 kg by eliminating the pelletizing step.
DRI-EAF-NG
332 kg
C2G CO2 emission per 1,000 kg of crude steel produced
DRI-EAF-H2 (75%)
206 kg
C2G CO2 emission per 1,000 kg of crude steel produced
DRI-EAF-H2 (100%)
145 kg
C2G CO2 emission per 1,000 kg of crude steel produced
Key decarbonization strategies
All the DRI-EAF-NG, DRI-EAF-75%H2 and DRI-EAF-100%H2 technologies offer significantdecarbonization potential compared to BF-BOF. Across all pathways, the largest emissions cuts come from substituting fossil fuels with renewable hydrogen, RNG, and clean electricity.
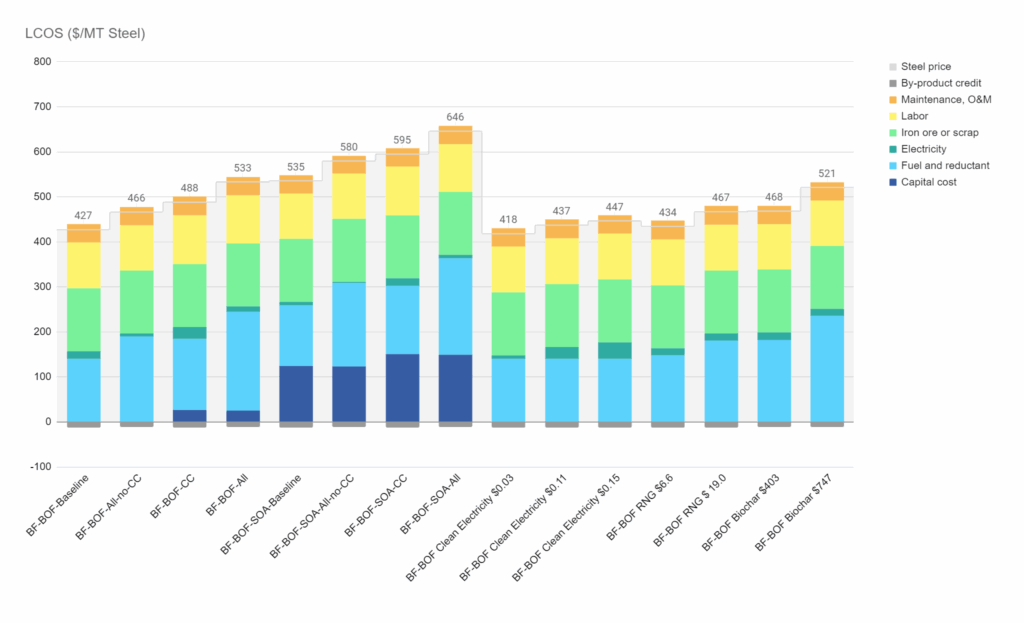
Among DRI–EAF technologies, the natural gas–based pathway (DRI–EAF–NG) offers the lowest Levelized Cost of Steel (LCOS) and even outperforms BF–BOF on cost. When factoring in CO2avoidance costs, NG-based DRI shows negative abatement cost, indicating both lower emissions and lower production cost than BF–BOF, while H2-based routes have positive abatement costs due to higher LCOS despite lower emissions.
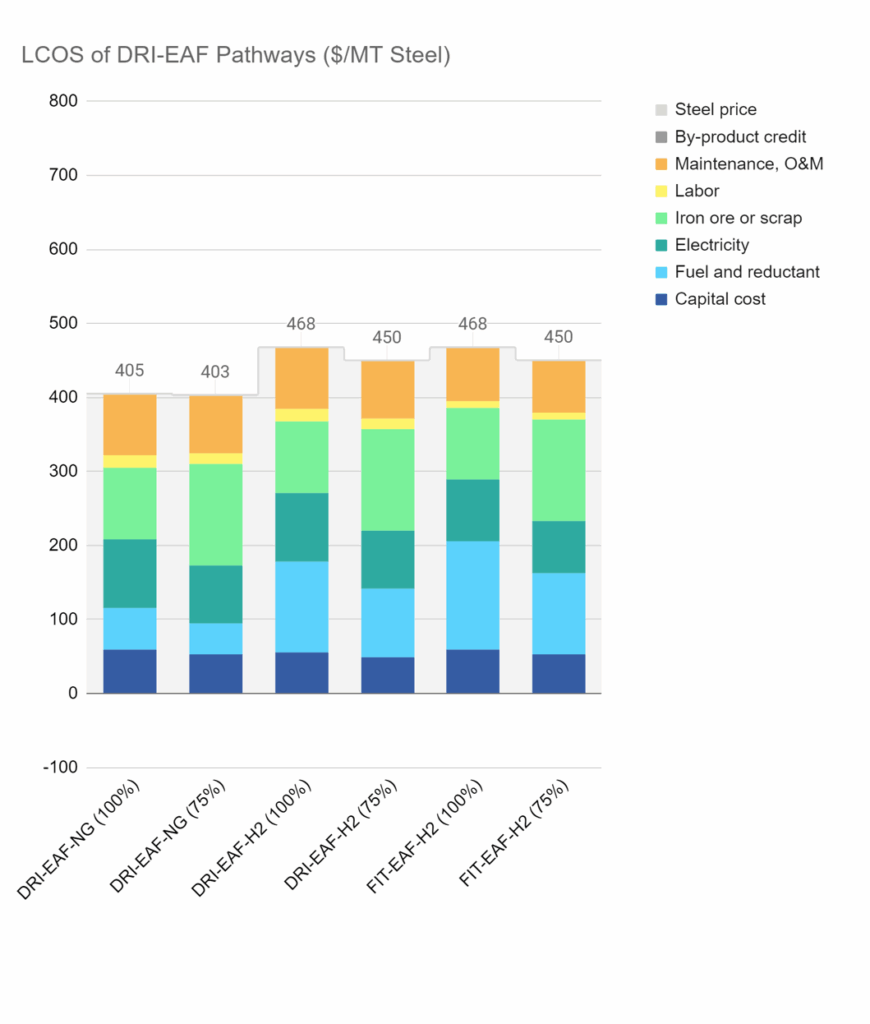
Cost & emissions
Compared to existing BF-BOF technologies, DRI-EAF with natural gas achieves negative Cost of Avoided Carbon (CAC) and ranks among the lowest-cost Levelized Cost of Steel (LCOS) options. While hydrogen-based DRI-EAF shows positive CACs, these are still lower than other decarbonization pathways – such as BF-BOF with CCS using natural gas or RNG as heat source – while delivering roughly 50-75% carbon-emissions reduction. If low-carbon, low-cost hydrogen is available, hydrogen-based DRI-EAF would be an attractive candidate for producing low-carbon steel. By contrast, building new state-of-the-art BF-BOF plants remains too costly and comparatively less competitive.